

Chọn đúng mỡ chỉ giải quyết một nửa vấn đề. Nửa còn lại nằm ở cách sử dụng: tra bao nhiêu, tra khi nào, bơm bằng dụng cụ gì, bảo quản ra sao.
Nhiều nhà máy mua mỡ tốt nhưng vòng bi vẫn hỏng sớm — nguyên nhân phổ biến là tra quá nhiều (mỡ thừa khuấy sinh nhiệt), tra quá ít (không đủ tạo màng dầu), hoặc bảo quản mỡ sai (nắp mở lâu ngày, bụi lẫn vào, dụng cụ tra bẩn).
Bài viết hướng dẫn chi tiết 5 kỹ năng vận hành mỡ bôi trơn: tính lượng mỡ, xác định chu kỳ tra, kỹ thuật bơm đúng, quy trình xả mỡ cũ, và bảo quản mỡ trong kho.
Bảng tóm tắt nhanh — Quy trình bôi trơn mỡ đúng
| Bước | Nội dung | Nguyên tắc chính |
|---|---|---|
| 1 | Tính lượng mỡ theo vòng bi | Công thức G = 0.005 × D × B (gram) |
| 2 | Xác định chu kỳ tra | Theo n×Dm, nhiệt độ, môi trường |
| 3 | Bơm mỡ đúng kỹ thuật | Dụng cụ sạch, áp lực đúng, quan sát |
| 4 | Xả mỡ cũ khi đổi loại | Bơm liên tục cho đến khi mỡ ra đúng màu |
| 5 | Bảo quản mỡ trong kho | Nhiệt 5–30°C, nắp kín, không ánh nắng trực tiếp |
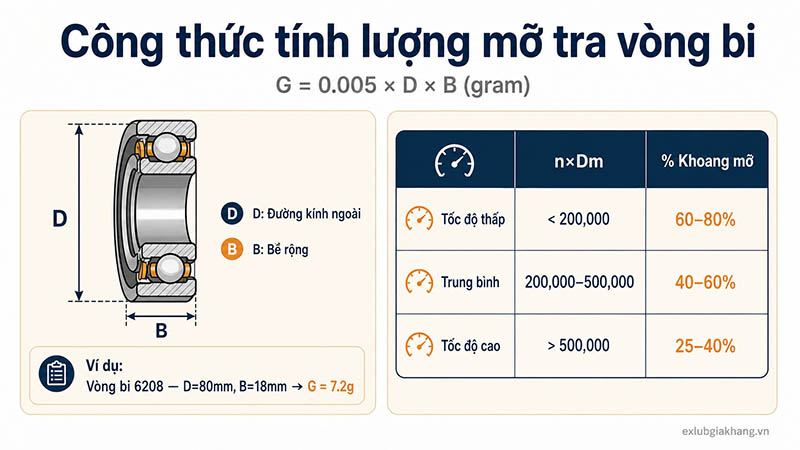
Bao nhiêu mỡ là đủ — Công thức tính lượng mỡ
Tra thiếu mỡ khiến vòng bi khô, sinh mài mòn. Tra thừa còn nguy hiểm hơn — mỡ thừa khuấy liên tục, sinh nhiệt nội bộ, làm dầu gốc oxy hóa nhanh và mỡ hỏng sớm hơn cả khi thiếu mỡ.
Công thức tính lượng mỡ tra ban đầu
Đối với vòng bi mới hoặc vòng bi vừa được rửa sạch, lượng mỡ tra ban đầu tính theo công thức:
G = 0.005 × D × B
Trong đó:
- G = Lượng mỡ (gram)
- D = Đường kính ngoài vòng bi (mm)
- B = Bề rộng vòng bi (mm)
Ví dụ: Vòng bi 6208 có D = 80mm, B = 18mm → G = 0.005 × 80 × 18 = 7.2 gram.
Lượng mỡ tra lại (relubrication)
Khi tra mỡ định kỳ (không phải tra mới), dùng công thức đơn giản hơn:
G = 0.005 × D × B × 0.5 (bằng 50% lượng tra mới)
Với vòng bi 6208 ở ví dụ trên → lượng tra định kỳ = 3.6 gram.
Tỷ lệ đầy khoang vòng bi theo tốc độ
Không phải lúc nào cũng tính bằng công thức. Với housing lớn hoặc vòng bi tự do, tính theo tỷ lệ % thể tích khoang vòng bi:
| Tốc độ n×Dm | % Khoang vòng bi | Lý do |
|---|---|---|
| < 200,000 (tốc độ thấp) | 60–80% | Cần đầy để chắn bụi, không sợ sinh nhiệt |
| 200,000–500,000 (trung bình) | 40–60% | Cân bằng bôi trơn và tản nhiệt |
| > 500,000 (tốc độ cao) | 25–40% | Tránh khuấy nhiệt do mỡ thừa |
💡 Góc nhìn chuyên môn: Công thức G = 0.005 × D × B là hướng dẫn tổng quát của các hãng vòng bi quốc tế cho vòng bi có shield. Với vòng bi hở (open bearing) trong housing lớn, lượng mỡ thực tế có thể gấp 2–5 lần vì phải lấp đầy cả khoang bên ngoài vòng bi. Trước khi tra lần đầu vào housing mới, ước lượng thể tích khoang trống bằng cách đổ dầu đo vào (nếu có thể tháo housing) hoặc tra ngập nipple rồi vận hành 15 phút để mỡ thừa tự thoát ra qua seal.
Chu kỳ tra mỡ — Bao lâu tra một lần
Chu kỳ tra mỡ phụ thuộc 4 yếu tố: tốc độ (n×Dm), nhiệt độ housing, môi trường, và loại mỡ. Không có công thức chính xác cho mọi trường hợp — nhưng có bảng tham khảo dùng được cho phần lớn ứng dụng.
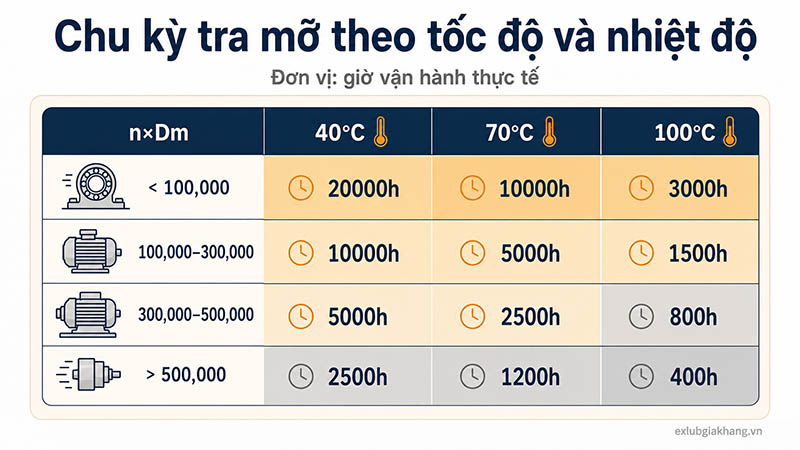
Bảng chu kỳ tra mỡ cơ bản (giờ vận hành)
| n×Dm | 40°C | 70°C | 100°C | Ghi chú |
|---|---|---|---|---|
| < 100,000 | 20,000h | 10,000h | 3,000h | Vòng bi lớn tốc độ thấp |
| 100,000–300,000 | 10,000h | 5,000h | 1,500h | Motor điện thông thường |
| 300,000–500,000 | 5,000h | 2,500h | 800h | Motor tốc độ cao |
| > 500,000 | 2,500h | 1,200h | 400h | Spindle CNC, servo |
Nguyên tắc điều chỉnh:
- Cứ nhiệt độ housing tăng thêm 15°C so với chuẩn → chu kỳ tra giảm một nửa
- Môi trường bụi/ẩm nặng → chu kỳ tra giảm 30–50%
- Mỡ tổng hợp PAO/Polyurea → chu kỳ tra kéo dài 2–3 lần so với mỡ khoáng
Cách quy đổi từ giờ vận hành sang thời gian thực tế
Chu kỳ trong bảng là giờ vận hành thực tế. Quy đổi sang thời gian bảo dưỡng:
Thời gian giữa 2 lần tra (tháng) = Chu kỳ (giờ) ÷ (giờ vận hành mỗi tháng)
Ví dụ: Motor 30kW chạy 24/7 = 720 giờ/tháng. Motor này ở nhiệt housing 70°C, n×Dm ~200,000 → chu kỳ tra 5,000h → thời gian tra lại = 5,000 / 720 ≈ 7 tháng.
💡 Góc nhìn chuyên môn: Nhiều nhà máy tra mỡ theo lịch cố định (ví dụ 3 tháng 1 lần cho tất cả motor) mà không dựa vào giờ vận hành thực tế. Cách này an toàn nhưng lãng phí đáng kể. Motor A chạy 24/7 cần tra mỗi 5 tháng — tra 3 tháng là quá sớm. Motor B chạy 8 tiếng/ngày cần tra mỗi 15 tháng — tra 3 tháng làm mỡ thừa tích lũy. Lắp giờ đếm chạy máy (hour meter) đơn giản cho từng motor giúp tính chu kỳ đúng cho từng thiết bị.
Kỹ thuật bơm mỡ đúng cách
Kỹ thuật bơm mỡ ảnh hưởng trực tiếp đến hiệu quả bôi trơn. Bơm ẩu — mỡ không vào đúng vị trí. Bơm áp lực quá mạnh — có thể phá hủy seal vòng bi. Dụng cụ bẩn — bụi vào theo mỡ.
Dụng cụ bơm mỡ phổ biến
- Grease gun tay (manual): Đa dụng nhất, áp lực 100–200 bar. Dùng cho nipple thông thường
- Grease gun khí nén: Nhanh hơn, áp lực 40–60 bar (thấp hơn tay). Phù hợp bôi trơn nhiều điểm hàng loạt
- Hệ thống bôi trơn tập trung (centralized): Bơm điện phân phối mỡ tới nhiều điểm theo lịch trình. Cho máy phức tạp
- Bôi trơn tự động (single-point): Bình mỡ nhỏ gắn trực tiếp nipple, tự nhả theo thời gian. Cho vị trí khó tiếp cận
Quy trình bơm mỡ chuẩn
- Chuẩn bị: Máy nên vừa dừng, còn hơi ấm (nhiệt housing 30–50°C — mỡ dễ thấm hơn khi lạnh). Lau sạch nipple bằng giẻ khô — bụi trên nipple sẽ theo mỡ vào trong
- Bơm chậm và đều: 1–2 nhịp bơm mỗi giây. Bơm quá nhanh gây áp lực đột ngột phá seal
- Đếm lượng mỡ: Grease gun tay chuẩn nhả khoảng 1–1.5 gram mỗi nhịp bơm (kiểm tra trên nhãn dụng cụ). Bơm số nhịp theo lượng mỡ tính được
- Quan sát mỡ thoát ra: Nếu vòng bi có lỗ xả, bơm cho đến khi mỡ mới thoát ra ở lỗ xả — dấu hiệu mỡ đã đầy đúng
- Vận hành thử: Sau khi tra, cho máy chạy 15–30 phút để mỡ thừa tự thoát ra qua seal. Nhiệt tăng thoáng qua là bình thường
Điều KHÔNG được làm khi bơm mỡ
- ❌ Bơm mỡ khi máy đang chạy (trừ vị trí có nipple thiết kế cho bơm khi chạy)
- ❌ Bơm mỡ vào housing nóng (>80°C) — dễ gây bọt khí trong mỡ
- ❌ Bơm ép quá mạnh khi cảm thấy khó bơm — có thể nipple bị nghẽn hoặc housing đã đầy
- ❌ Bỏ qua bước lau sạch nipple — bụi vào theo mỡ gây mài mòn vòng bi
⚠️ Sai lầm phổ biến: Bơm mỡ liên tục cho đến khi thấy áp lực bơm nặng tay → Housing đã đầy mỡ nhưng vẫn cố bơm thêm → Áp lực bên trong housing tăng vượt ngưỡng seal (khoảng 2–5 bar) → Seal bị đẩy bung ra, mỡ tràn vào cuộn dây motor điện hoặc rotor → Phải sửa hoặc thay motor → Bơm theo lượng tính trước, không dùng cảm giác áp lực làm chỉ báo.

Cách xả mỡ cũ khi đổi loại
Xả mỡ (flushing) là quy trình bắt buộc khi chuyển đổi giữa hai loại mỡ không tương thích — Polyurea sang Lithium, hoặc ngược lại. Trộn hai loại không tương thích gây mềm nhão hoặc cứng lại, mất hoàn toàn khả năng bôi trơn.
Khi nào cần xả mỡ
- Đổi từ mỡ Polyurea sang loại khác (hoặc ngược lại) — luôn cần
- Đổi giữa hai loại có ⚠️ trong bảng tương thích chất làm đặc
- Mỡ cũ đã xuống cấp rõ rệt (nâu sẫm, có mạt kim loại, mùi cháy)
- Vòng bi vừa được sửa chữa hoặc thay thế
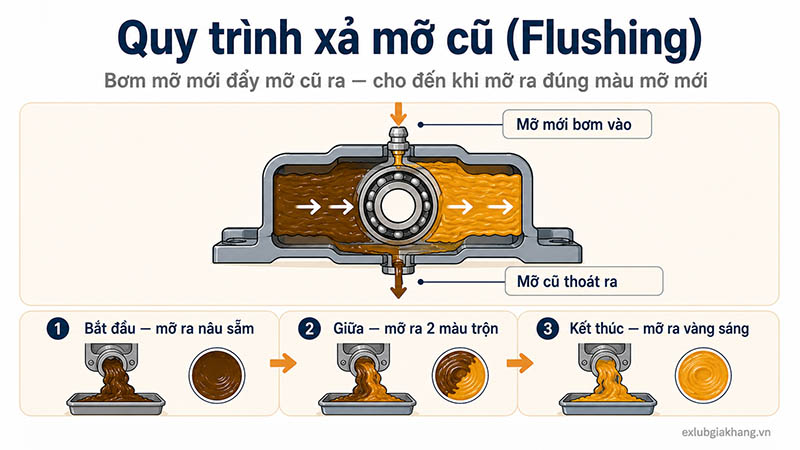
Quy trình xả mỡ cơ bản (đối với vòng bi có nipple + lỗ xả)
- Mở lỗ xả: Tháo ốc bịt lỗ xả (drain plug) ở phía đối diện nipple tra
- Vận hành máy ở tốc độ chậm (nếu điều kiện cho phép) — giúp mỡ cũ dễ thoát ra
- Bơm mỡ mới vào nipple: Chậm và đều. Mỡ cũ sẽ bị đẩy ra ở lỗ xả
- Tiếp tục bơm cho đến khi mỡ ra có màu và kết cấu đúng mỡ mới — thường mất 3–5 lần lượng mỡ chuẩn của vòng bi
- Bịt lại lỗ xả: Sau khi mỡ ra đúng, vệ sinh và bịt lại
- Vận hành thử 30 phút: Kiểm tra nhiệt housing và tiếng ồn có bất thường không
Với vòng bi không có lỗ xả
Nếu housing kín, phải tháo housing ra, rửa sạch mỡ cũ bằng dung môi phù hợp (Petroleum solvent, hạn chế dùng nước hoặc dung môi mạnh), thổi khô, sau đó tra mỡ mới theo lượng tính bằng công thức.
💡 Góc nhìn chuyên môn: Một số nhà máy cố gắng “chuyển đổi từ từ” — dùng dần mỡ mới lẫn với mỡ cũ hy vọng hỗn hợp sẽ dần chuyển hoàn toàn thành mỡ mới. Cách này chỉ đúng khi 2 loại tương thích. Với Polyurea + Lithium (không tương thích) — hỗn hợp bị hỏng ngay từ lần trộn đầu tiên, không thể “hồi phục” bằng cách tra thêm. Đây là lý do bảng tương thích chất làm đặc là tài liệu bắt buộc phải kiểm tra trước khi đổi mỡ.
Bảo quản mỡ trong kho
Mỡ đã mua nhưng chưa dùng đến vẫn có thể xuống cấp nếu bảo quản sai. Nhiệt độ kho cao, ánh nắng trực tiếp, nắp mở lâu ngày, dụng cụ tra bẩn — tất cả rút ngắn tuổi thọ mỡ đáng kể.
Điều kiện bảo quản mỡ chưa mở
- Nhiệt độ kho: 5–30°C. Trên 35°C dầu gốc bắt đầu tách nhẹ khỏi thickener; trên 40°C rõ rệt
- Tránh ánh nắng trực tiếp: Tia UV làm biến chất phụ gia chống oxy hóa
- Độ ẩm: Dưới 75%. Mỡ hút ẩm ít nhưng bao bì hộp có thể bị gỉ
- Kê cách sàn: Đặt trên pallet, cách sàn 10–20cm. Tránh ẩm sàn xi măng
- Nguyên tắc FIFO: First In First Out — dùng hộp cũ trước, hộp mới cất sau
Hạn sử dụng theo loại mỡ
| Loại mỡ | Chưa mở nắp | Đã mở nắp |
|---|---|---|
| Lithium, Li-Complex | 3–5 năm | 6–12 tháng |
| Polyurea | 3 năm | 6 tháng |
| Calcium Sulfonate | 5 năm | 12 tháng |
| Mỡ có phụ gia đặc chủng (EP, MoS₂) | 2–3 năm | 6 tháng |
| Mỡ NSF H1 | 2 năm | 6 tháng |
Kiểm tra mỡ trước khi dùng nếu đã lưu kho quá 1 năm:
- Màu sắc — có đổi khác lô mới không
- Kết cấu — có tách dầu trên mặt không (nếu tách >5%, không dùng)
- Mùi — có mùi cháy/chua không
- Trộn thử — lấy ít ra tô nhỏ, khuấy đều, xem có mềm nhão bất thường không
Dụng cụ tra mỡ
Dụng cụ bẩn là nguồn nhiễm bẩn phổ biến nhất. Nguyên tắc:
- Mỗi loại mỡ có grease gun và spatula riêng, dán nhãn rõ ràng
- Sau mỗi lần dùng, lau sạch grease gun và cất trong túi hoặc hộp kín
- Không dùng chung dụng cụ cho mỡ chưa xả sạch — đặc biệt khi các loại mỡ không tương thích
- Nipple trên grease gun phải được đậy kín khi cất — bụi trong nipple là nguồn ô nhiễm chính
Sai lầm phổ biến khi tra và bảo quản mỡ
| Sai lầm | Hậu quả | Cách tránh |
|---|---|---|
| Tra quá nhiều mỡ — bơm cho đến khi thấy áp lực nặng | Mỡ thừa khuấy sinh nhiệt, seal bị đẩy bung, mỡ tràn vào cuộn dây motor | Bơm theo lượng đã tính (G = 0.005 × D × B), không dùng cảm giác áp lực |
| Không lau nipple trước khi bơm | Bụi vào theo mỡ, hoạt động như hạt mài phá hỏng bề mặt vòng bi | Luôn lau sạch nipple bằng giẻ khô trước khi tra |
| Bơm mỡ khi máy đang chạy hoặc còn nóng >80°C | Áp lực bơm cộng lực ly tâm phá seal, mỡ nóng tạo bọt khí | Tra khi máy vừa dừng, nhiệt housing 30–50°C |
| Không xả mỡ cũ khi đổi loại mỡ không tương thích | Trộn Polyurea + Lithium → hỗn hợp hỏng, mất bôi trơn | Xả sạch bằng cách bơm mỡ mới liên tục cho đến khi ra đúng màu |
| Dụng cụ tra chung cho nhiều loại mỡ | Trộn nhầm mỡ không tương thích trên grease gun → vô tình pha lẫn | Mỗi loại 1 grease gun riêng, dán nhãn, cất riêng |
| Mở nắp hộp mỡ quá lâu, không đậy kín | Không khí và bụi vào, oxy hóa mỡ, giảm tuổi thọ | Đóng nắp ngay sau khi múc mỡ, không để hộp mở qua đêm |
| Bảo quản mỡ ngoài trời hoặc kho nóng >35°C | Dầu gốc tách khỏi thickener, mỡ hỏng dù chưa mở nắp | Kho có mái che, nhiệt kho 5–30°C |
⚠️ Sai lầm phổ biến: Tra mỡ theo lịch cố định không xét đến giờ vận hành thực tế → Motor A chạy 24/7 tra 3 tháng/lần bị thiếu mỡ giữa chu kỳ, Motor B chạy 8h/ngày tra 3 tháng/lần bị thừa mỡ tích lũy → Lắp hour meter đơn giản cho từng motor và tính chu kỳ theo giờ vận hành thực tế thay vì lịch cứng.

Checklist bảo dưỡng mỡ định kỳ
Mỗi đợt bảo dưỡng, chạy qua 8 mục dưới đây để đảm bảo mỡ vẫn đang hoạt động đúng và không cần can thiệp thêm.
| # | Hạng mục | ✅ Đạt | ❌ Cần xử lý |
|---|---|---|---|
| 1 | Đã tính lượng mỡ theo công thức trước khi tra | Có, ghi trong nhật ký | Chưa tính — dừng lại tính trước |
| 2 | Đã lau nipple trước khi bơm | Có | Chưa — dừng lại lau |
| 3 | Bơm chậm (1–2 nhịp/giây), không cố ép | Đúng kỹ thuật | Bơm ẩu — điều chỉnh thao tác |
| 4 | Nhiệt housing trước khi tra 30–50°C | Đạt | Nóng >80°C — chờ nguội |
| 5 | Kiểm tra mỡ thoát ra ở seal (nếu có) | Ra đúng màu | Ra đen/bẩn — dừng bơm, kiểm tra |
| 6 | Ghi nhật ký: ngày, giờ vận hành, lượng mỡ tra | Đầy đủ | Không ghi — bổ sung ngay |
| 7 | Grease gun đã lau sạch trước khi cất | Sạch, đậy nắp | Bẩn — vệ sinh trước khi cất |
| 8 | Kiểm tra hộp mỡ trong kho (nắp, hạn dùng, dấu tách dầu) | Đạt | Có dấu bất thường — cách ly, kiểm tra thêm |
Kết luận — 3 điểm ghi nhớ
1. Tra mỡ đúng lượng, đúng thời điểm. Công thức G = 0.005 × D × B là điểm khởi đầu. Tính chu kỳ theo giờ vận hành thực tế, không theo lịch cứng. Tra quá nhiều mỡ nguy hiểm hơn tra quá ít — sinh nhiệt, phá seal, mỡ tràn vào cuộn dây motor.
2. Kỹ thuật bơm quyết định hiệu quả, không chỉ loại mỡ. Lau nipple, bơm chậm, quan sát mỡ thoát ra, không cố ép khi cảm thấy nặng tay. Xả sạch mỡ cũ khi đổi loại không tương thích — trộn Polyurea với Lithium hỏng cả hai.
3. Bảo quản mỡ ảnh hưởng đến tuổi thọ ngang cách sử dụng. Kho 5–30°C, kê pallet, tránh nắng, nắp kín. Mỗi loại mỡ có grease gun riêng dán nhãn. Nguyên tắc FIFO cho hộp cũ dùng trước.
Nếu bạn cần tư vấn cụ thể về quy trình bôi trơn cho nhà máy, hãy liên hệ đội ngũ kỹ thuật EXLUB.
Câu hỏi thường gặp về cách tra và bảo quản mỡ bôi trơn
Tra bao nhiêu mỡ vào vòng bi là đủ?
Có thể ước tính lượng mỡ bổ sung theo công thức G = 0,005 × D × B, trong đó G là lượng mỡ tính bằng gram, D là đường kính ngoài của vòng bi và B là chiều rộng vòng bi, đều tính bằng milimét. Ví dụ, vòng bi 6208 có D = 80 mm và B = 18 mm sẽ cần khoảng 7,2 gram mỡ cho một lần bổ sung.
Đối với khoang ổ lớn hoặc khi nạp mỡ ban đầu, lượng mỡ còn phụ thuộc vào tốc độ quay và thiết kế housing. Thiết bị tốc độ thấp có thể sử dụng tỷ lệ lấp đầy cao hơn, trong khi vòng bi tốc độ cao cần để nhiều không gian trống hơn nhằm hạn chế khuấy mỡ và tăng nhiệt. Luôn ưu tiên thông số của nhà sản xuất thiết bị nếu có.
Bao lâu nên tra mỡ vòng bi một lần?
Chu kỳ tra mỡ phụ thuộc vào tốc độ vòng bi, chỉ số n×Dm, nhiệt độ vận hành, tải trọng, môi trường làm việc và loại mỡ đang sử dụng. Vòng bi chạy ở tốc độ cao, nhiệt độ lớn hoặc trong môi trường nhiều bụi và nước thường cần được tra mỡ thường xuyên hơn.
Khi nhiệt độ vỏ ổ tăng, tuổi thọ của mỡ thường giảm nhanh, vì vậy chu kỳ tra mỡ cần được rút ngắn tương ứng. Mỡ sử dụng dầu gốc tổng hợp như PAO có thể duy trì tính ổn định lâu hơn dầu khoáng trong một số điều kiện, nhưng chu kỳ cụ thể vẫn cần căn cứ vào hướng dẫn OEM và kết quả theo dõi thực tế của thiết bị.
Có cần xả mỡ cũ trước khi tra mỡ mới không?
Nếu chỉ bổ sung đúng loại mỡ đang sử dụng và mỡ cũ chưa có dấu hiệu nhiễm bẩn hoặc xuống cấp nghiêm trọng, thông thường không cần xả toàn bộ. Chỉ cần bổ sung đúng lượng theo chu kỳ đã xác định.
Cần loại bỏ tối đa mỡ cũ khi chuyển sang loại mỡ có chất làm đặc không tương thích, khi không xác định được loại mỡ đang dùng hoặc khi mỡ đã nhiễm nước, bụi bẩn và tạp chất. Việc xả mỡ nên thực hiện qua lỗ thoát theo đúng quy trình của thiết bị, tránh bơm quá áp làm hỏng phớt hoặc đẩy mỡ vào các bộ phận không mong muốn.
Mỡ bôi trơn bảo quản trong kho được bao lâu?
Phần lớn mỡ bôi trơn chưa mở nắp có thời hạn bảo quản khoảng 3–5 năm nếu được lưu giữ đúng theo khuyến nghị của nhà sản xuất. Tuy nhiên, thời hạn cụ thể còn phụ thuộc vào dầu gốc, chất làm đặc, hệ phụ gia và bao bì của từng sản phẩm.
Sau khi mở nắp, mỡ dễ bị nhiễm bụi, nước và tạp chất hơn nên cần đậy kín và sử dụng trong thời gian hợp lý. Kho bảo quản nên khô ráo, tránh ánh nắng trực tiếp, nhiệt độ cao và sự thay đổi nhiệt độ lớn. Luôn kiểm tra hạn sử dụng, tình trạng tách dầu và thông tin trên TDS trước khi đưa mỡ vào thiết bị quan trọng.
Có thể bơm mỡ khi máy đang chạy không?
Chỉ nên bơm mỡ khi máy đang chạy nếu nhà sản xuất thiết bị quy định rõ quy trình này và vị trí tra mỡ được thiết kế phù hợp. Với nhiều loại motor điện và vòng bi thông thường, tra mỡ khi máy dừng sẽ an toàn và dễ kiểm soát lượng mỡ hơn.
Trước khi tra mỡ, cần kiểm tra nhiệt độ thiết bị, làm sạch đầu nipple và mở lỗ thoát nếu quy trình yêu cầu. Bơm từ từ, đúng lượng và tránh tạo áp suất quá lớn vì có thể làm hỏng phớt, khiến mỡ tràn vào cuộn dây motor hoặc gây tăng nhiệt khi thiết bị vận hành trở lại.
Bài viết thuộc chuỗi kiến thức mỡ bôi trơn công nghiệp — Công ty Gia Khang.


